SSI’s maximum production capacity for hot-rolled steel sheet is 4 million tonnes per year. This is the greatest single-facility capacity in Southeast Asia.
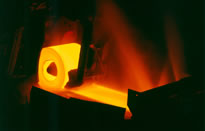
The process begins with high-quality steel slab. One piece of slab, weighing 5-32 tonnes and 160-250 mm thick, is heated in a furnace until it reaches a temperature of 1,250°C. The heated slab is rolled until it becomes a steel sheet of 1.0 – 19.0 mm thick and 750 – 1,550 mm wide and then coiled.
Various quality grades are produced to meet the varying needs of clients. With one of the most state-of- the-art technology in the world, SSI’s hot rolling mill can produce hot rolled steel sheet of 1.0 mm thick.
SSI’s production of hot-rolled steel sheet may be characterized as a stand-alone hot rolling mill of flat steel, comprising two sections: